
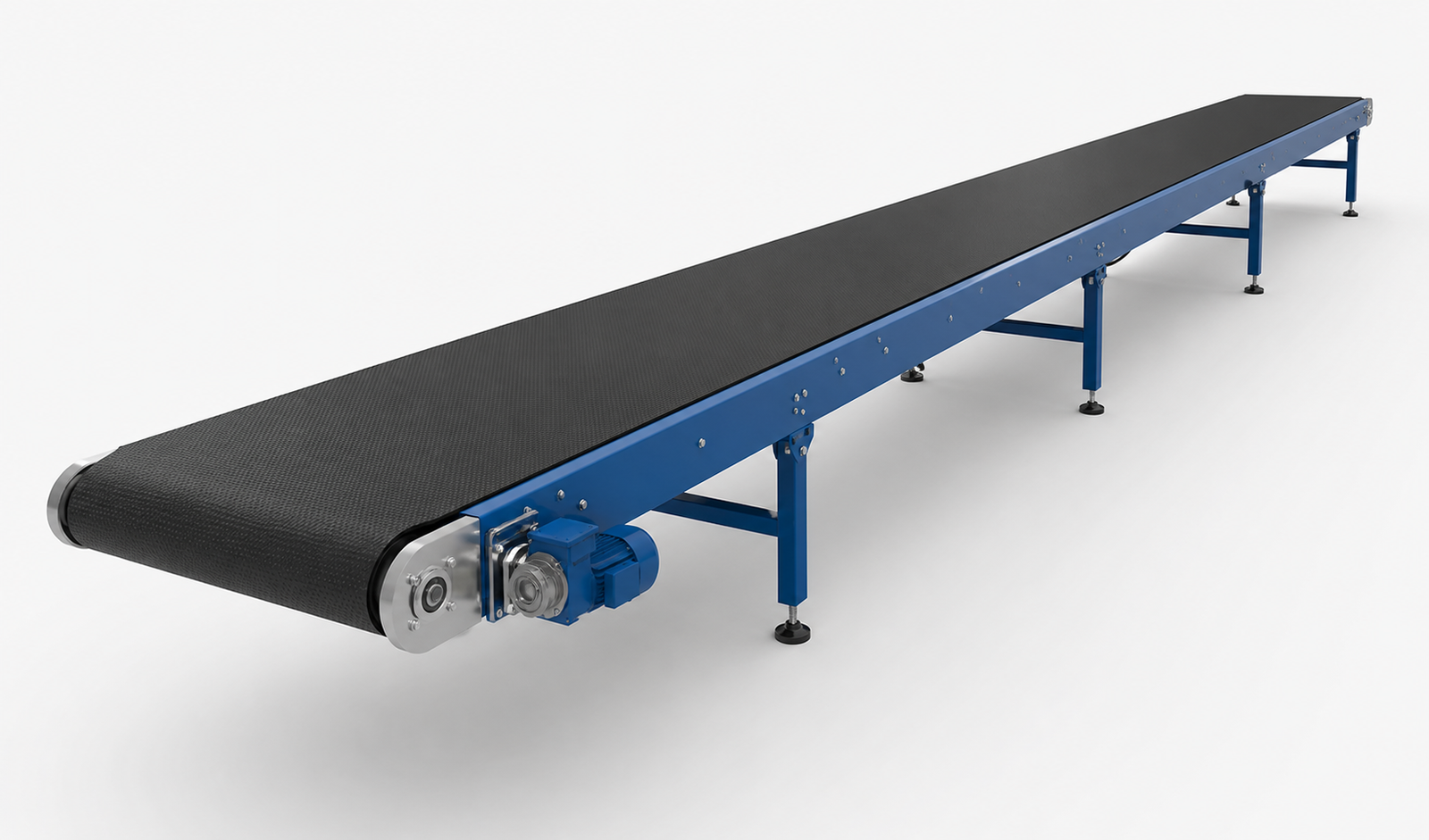
How Assembly Line Conveyor Manufacturers in India Improve Industrial Automation in Punjab
Assembly line conveyor manufacturers in India are playing a transformative role in upgrading industrial automation across Punjab. With industries in
Assembly line conveyor manufacturers in India are playing a transformative role in upgrading industrial automation across Punjab. With industries in

Slat Chain Conveyor Manufacturers in India are helping industries across Bihar improve operational efficiency, automate production processes, and achieve smooth

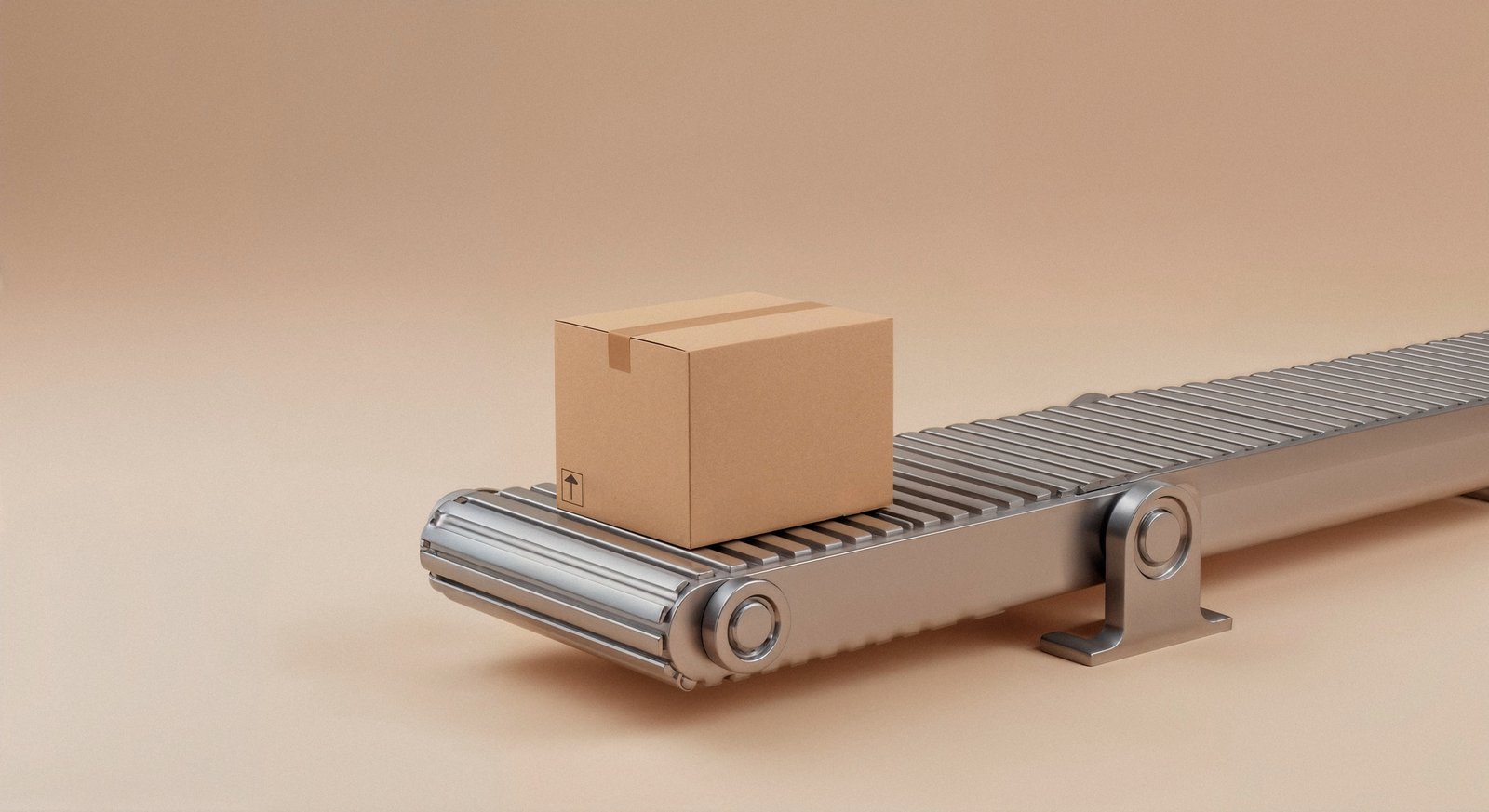
Truck loading conveyor manufacturer India plays a crucial role in helping industries achieve faster, safer, and more efficient material handling operations.
Today, flat belt conveyor manufacturers in Delhi and Madhya Pradesh are playing a pivotal role in reshaping how industries operate, scale, and compete. Industrial

Modular Belt Conveyor Manufacturers are playing a crucial role in transforming bulk material handling across Assam’s growing industrial sectors. From tea
Trough belt conveyor manufacturers are playing a major role in helping Uttar Pradesh factories reduce labor costs and improve operational

Conveyor system design is rapidly becoming the backbone of industrial automation in Punjab and Haryana. As these regions continue to

In today’s fast-evolving industrial landscape, efficiency and speed are no longer optional—they are essential for survival. Industries across Bihar are

Material Handling Equipment Manufacturers are transforming today’s competitive industrial landscape, where businesses can no longer afford inefficiencies caused by manual labor. They

Operational problems in bucket elevators include belt or chain misalignment, material spillage, bucket damage, and drive failures. These issues typically

When it comes to the transportation of fast-moving consumer goods, businesses constantly need to improve efficiency, optimize labor costs, and

The Indian conveyor manufacturers are steadily competing with global brands by offering cost-efficient engineering and customized solutions, advanced automation technologies,