A modular conveyor has become an essential material handling solution for modern industries looking to improve productivity while making the best use of available factory space. Manufacturing facilities, packaging plants, warehouses, and processing units often face the challenge of managing increasing production demands within limited floor areas. A well-designed conveyor layout helps overcome these limitations by creating organized material flow, reducing unnecessary movement, and improving overall operational efficiency.
Unlike traditional material handling methods that require extensive manual transportation or fixed layouts, a modular conveyor provides flexibility and adaptability. Its unique construction allows industries to customize conveyor paths according to their production requirements, helping them maximize every section of the facility.
Understanding the Role of a Modular Conveyor in Industrial Operations
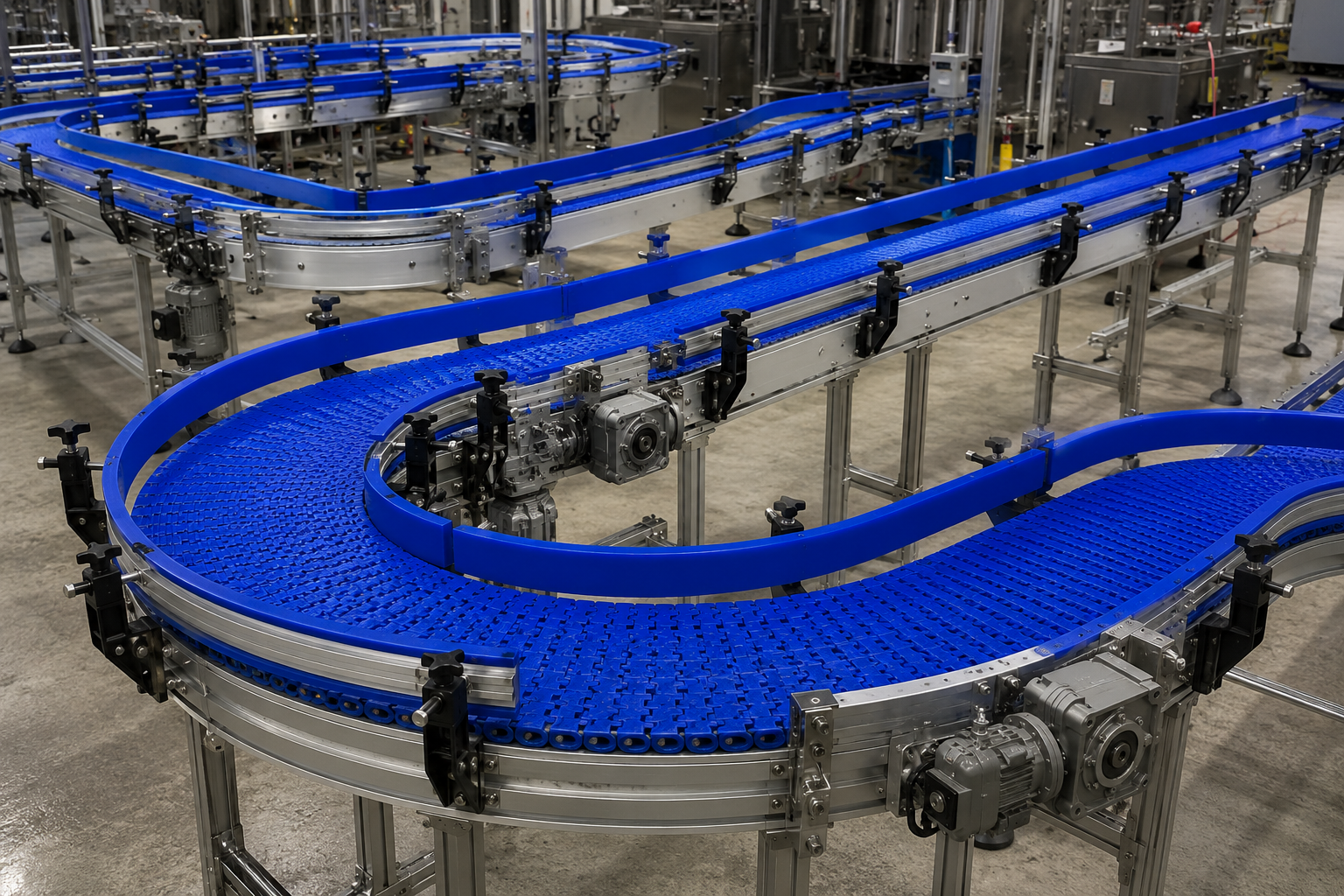
A modular conveyor is designed using interlocking plastic or metal belt modules that create a strong, flexible, and durable conveying surface. These systems are widely used across industries because they can handle various products while supporting continuous and reliable material movement.
The flexibility of a modular conveyor system makes it suitable for facilities with complex production layouts. It can be designed with curves, different lengths, and customized configurations to ensure smooth product transfer between various stages of manufacturing or packaging.
By replacing inefficient manual handling processes, modular conveyors help businesses maintain a cleaner, safer, and more productive working environment.
Maximizing Available Factory Floor Space
One of the primary advantages of installing a modular conveyor is its ability to optimize the use of existing floor space. Many factories struggle with overcrowded work areas caused by manual transportation equipment, temporary storage areas, and inefficient production layouts.
A strategically planned modular conveyor system creates dedicated pathways for product movement. This reduces unnecessary traffic within the facility and frees up valuable space for machinery, inventory, and additional production activities.
Optimized space utilization allows businesses to increase their operational capacity without investing in costly facility expansions.
Flexible Layout Design for Better Space Management
Every manufacturing facility has unique space limitations and production requirements. A major benefit of a modular conveyor is its ability to adapt to different floor plans.
These conveyor systems can be configured to:
- Move around existing machinery
- Connect multiple production stations
- Follow curved pathways
- Fit into narrow spaces
- Support complex production layouts
This design flexibility allows manufacturers to create efficient workflows even in facilities where space is limited.
Improving Material Flow and Reducing Bottlenecks
Poor material movement can lead to congestion, delays, and reduced productivity. Workers may spend significant time transporting products manually between different areas, increasing labor requirements and slowing production.
A properly designed modular conveyor system enables continuous movement of materials from one process to another. This organized transportation eliminates unnecessary handling and reduces the possibility of production bottlenecks.
Benefits include:
- Faster product transfer
- Reduced waiting times
- Better workflow coordination
- Increased production speed
- Improved operational consistency
Efficient material flow is essential for maintaining competitive production standards.
Supporting Automation in Modern Factories
Industrial automation is transforming the way businesses manage manufacturing operations. Conveyor systems play a major role in connecting machines, packaging stations, inspection areas, and storage locations.
A modular conveyor supports automation by providing reliable and continuous product transportation. It integrates easily with automated production lines and allows businesses to maintain high-volume operations with greater accuracy.
By reducing dependence on manual transportation, companies can improve efficiency and allocate their workforce to more specialized tasks.
Improving Workplace Safety and Organization
A crowded factory floor increases the risk of accidents, product damage, and inefficient operations. Manual movement of materials using carts, trolleys, or lifting equipment can create obstacles and safety concerns.
A modular conveyor system improves workplace organization by establishing clear and controlled paths for product transportation.
Key safety advantages include:
- Reduced manual lifting
- Less workplace congestion
- Improved movement around machinery
- Lower chances of product damage
- More organized production areas
A safer work environment contributes to higher employee productivity and smoother operations.
Reducing Long-Term Operational Costs
Although installing a conveyor system requires an initial investment, the long-term financial benefits make it a valuable solution for industrial facilities.
A high-quality modular conveyor helps reduce costs through:
Lower Labor Requirements
Automated material transportation reduces the need for workers to manually move products between production areas.
Improved Production Efficiency
Continuous product flow helps manufacturers achieve higher output with fewer interruptions.
Reduced Product Damage
Controlled movement reduces mishandling and protects products throughout the production process.
Better Space Utilization
Efficient layouts help businesses increase production capacity without expanding their facilities.
These advantages contribute to improved profitability over time.
Durability and Easy Maintenance
Industrial environments require equipment that can perform consistently under demanding conditions. A modular conveyor is designed with durable components that withstand continuous operation.
Another advantage of a modular conveyor system is its ease of maintenance. Individual belt sections can often be replaced without changing the entire conveyor belt, reducing maintenance time and minimizing production interruptions.
Regular inspections, cleaning, and timely replacement of worn components further extend the lifespan of the system.
Choosing the Right Modular Conveyor Solution
Selecting the appropriate conveyor depends on several factors, including the type of products, production speed, available space, and environmental conditions.
Businesses seeking efficient and customized conveyor solutions can explore advanced modular belt conveyor technologies available at:
These conveyor systems are designed to deliver reliable material movement, flexible layouts, and improved operational performance for various industrial applications.
Working with experienced conveyor specialists ensures that the system is designed according to the specific needs of the facility.
Future of Modular Conveyor Technology
As industries continue to adopt smart manufacturing practices, conveyor technology is becoming more advanced. Modern modular conveyors are being designed with improved materials, energy-efficient components, and better integration capabilities.
Future developments may include:
- Smart monitoring systems
- Automated performance tracking
- Enhanced belt durability
- Improved energy efficiency
- More adaptable conveyor designs
These innovations will help businesses achieve higher productivity while maintaining optimized factory layouts.
Conclusion
A modular conveyor is an effective solution for industries aiming to optimize factory floor space, improve material flow, and support automated operations. Its flexible design allows businesses to create customized layouts that make the best use of available areas while reducing congestion and manual handling challenges.
A reliable modular conveyor system improves productivity, enhances workplace safety, and supports long-term cost savings. By investing in advanced conveyor technology, industries can create efficient production environments capable of meeting changing market demands.
Frequently Asked Questions
What is a modular conveyor?
A modular conveyor is a material handling system that uses interconnected belt sections to transport products efficiently through manufacturing, packaging, and processing facilities.
How does a modular conveyor optimize factory floor space?
It creates organized material pathways, reduces unnecessary equipment movement, and allows customized layouts that maximize available space.
What are the benefits of a modular conveyor system?
Benefits include flexible design, improved productivity, reduced manual handling, better workplace safety, easy maintenance, and efficient material flow.
Which industries use modular conveyors?
Industries such as food processing, packaging, manufacturing, pharmaceuticals, logistics, and warehousing commonly use modular conveyor systems.
Are modular conveyors suitable for automated production lines?
Yes. Modular conveyors integrate easily with automated machinery and support continuous product movement throughout production processes.
How do modular conveyors reduce maintenance costs?
Their modular design allows individual belt sections to be replaced easily, reducing repair time and minimizing operational downtime.
How do businesses choose the right modular conveyor?
Businesses should consider product type, available space, production volume, speed requirements, and the operating environment before selecting a conveyor system.