Screw conveyor manufacturer in India companies play a vital role in helping industries improve efficiency, streamline material handling, and reduce costly operational downtime. In today’s competitive industrial environment, production continuity is essential for maintaining profitability and meeting customer demands. Any interruption in material flow can affect production schedules, increase operational expenses, and reduce overall productivity.
Industries such as food processing, cement, chemicals, pharmaceuticals, agriculture, mining, and manufacturing rely heavily on efficient material handling systems to maintain smooth operations. A well-designed screw conveyor system helps businesses transport bulk materials efficiently while minimizing manual handling and operational delays.
As automation continues to transform industrial operations, businesses are increasingly partnering with experienced conveyor manufacturers to implement reliable material handling solutions that support continuous production.
Understanding Operational Downtime
Operational downtime refers to periods when equipment, machinery, or production lines stop functioning as intended. Downtime can occur due to equipment failures, maintenance issues, inefficient material transportation, or workflow bottlenecks.
Common causes of downtime include:
- Material handling delays
- Equipment breakdowns
- Inconsistent product flow
- Excessive manual intervention
- Poor system design
- Lack of preventive maintenance
Even short interruptions can lead to production losses, missed deadlines, and increased labor costs. This is why industries focus on investing in dependable conveyor technologies that support uninterrupted operations.
Importance of a Reliable Screw Conveyor System
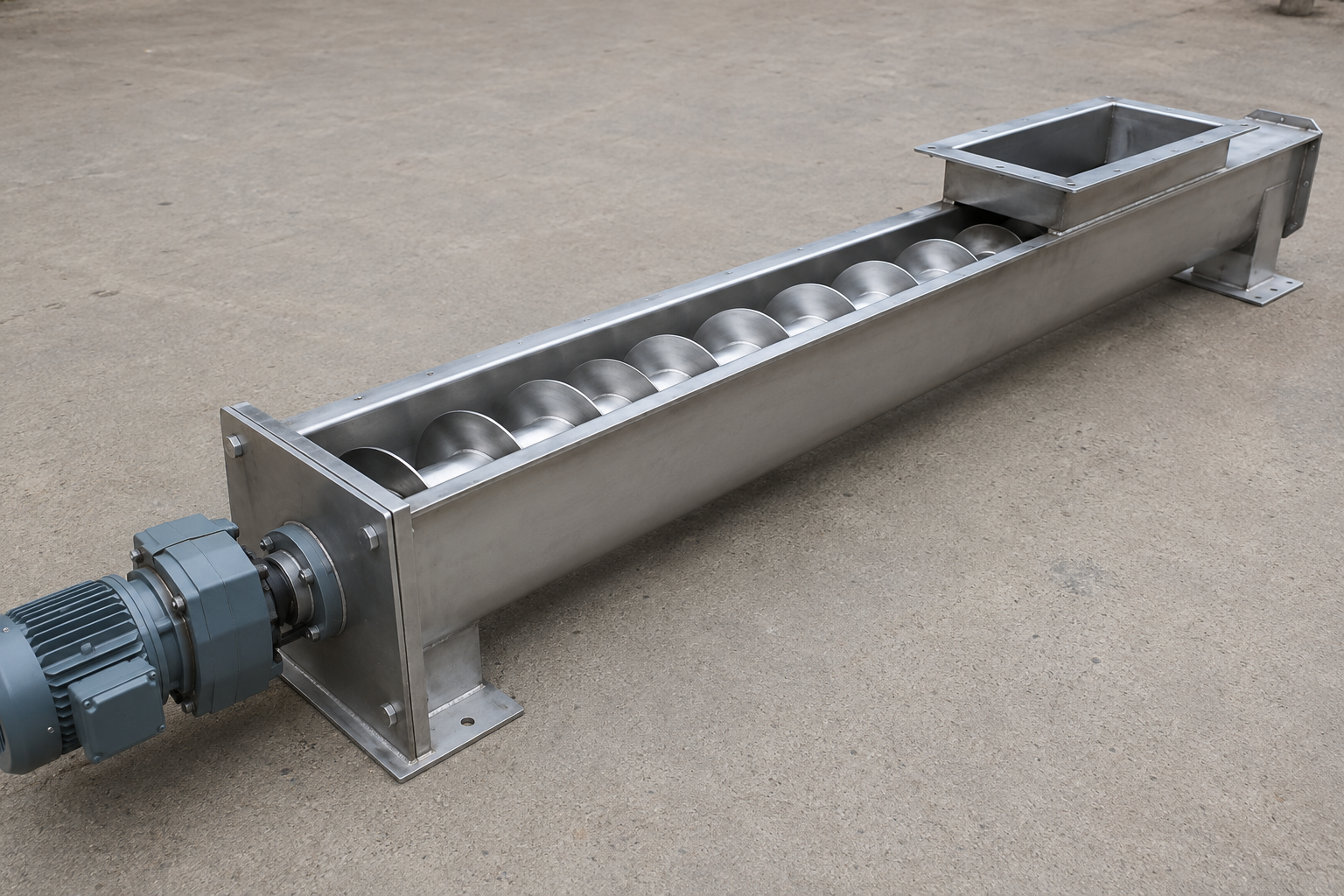
A screw conveyor system is one of the most effective solutions for transporting bulk materials within industrial facilities. The system uses a rotating screw mechanism enclosed within a tube or trough to move materials continuously from one location to another.
These conveyors are particularly suitable for handling:
- Powders
- Granules
- Agricultural products
- Food ingredients
- Cement materials
- Chemical compounds
- Industrial raw materials
Because materials move through a controlled and enclosed system, screw conveyors offer efficient transportation while minimizing material loss and contamination risks.
How a Screw Conveyor Manufacturer in India Reduces Downtime
Delivering Customized Material Handling Solutions
Every industrial facility has unique operational requirements. A professional screw conveyor manufacturer in India understands the specific challenges faced by different industries and develops customized conveyor systems to meet those needs.
Customized systems improve material flow, eliminate bottlenecks, and ensure seamless integration with existing production lines.
By designing conveyors according to production requirements, manufacturers help businesses reduce interruptions and maintain continuous operations.
Improving Material Flow Efficiency
Material handling inefficiencies are one of the leading causes of production delays. When raw materials or products fail to reach the next stage of production on time, the entire workflow can be affected.
A properly engineered screw conveyor system ensures smooth and consistent movement of materials throughout the facility. Continuous transportation helps maintain production schedules and prevents costly delays.
Efficient material flow also improves equipment utilization and workforce productivity.
Reducing Equipment Failures
Equipment reliability is essential for minimizing downtime. Poorly designed conveyor systems often experience frequent breakdowns that disrupt production activities.
An experienced screw conveyor manufacturer in India focuses on quality engineering, durable materials, and precision manufacturing to deliver systems capable of handling demanding industrial environments.
Reliable equipment reduces maintenance frequency and improves operational stability.
Supporting Automated Operations
Automation has become a key strategy for reducing downtime and improving efficiency.
Modern screw conveyor system solutions integrate seamlessly with automated production lines, packaging equipment, storage systems, and processing machinery.
Automation provides several advantages:
- Reduced manual intervention
- Improved workflow consistency
- Faster production cycles
- Lower error rates
- Enhanced productivity
Businesses that adopt automation often experience significant reductions in operational disruptions.
The Role of Preventive Maintenance
A major advantage of working with a reputable screw conveyor manufacturer in India is access to technical support and preventive maintenance services.
Preventive maintenance helps identify potential issues before they result in system failures.
Benefits include:
- Reduced unexpected breakdowns
- Longer equipment lifespan
- Improved operational reliability
- Lower repair expenses
- Better production continuity
Regular inspections and maintenance schedules allow businesses to maximize conveyor performance while minimizing downtime risks.
Advanced Screw Conveyor Solutions
Businesses looking for reliable bulk material handling systems can explore advanced screw conveyor solutions available through:
These systems are designed to support efficient transportation of bulk materials while helping industries improve productivity and operational reliability.
Modern screw conveyors offer flexibility, durability, and high-performance operation across a wide range of industrial applications.
Integrating Multiple Conveyor Technologies
Many industrial facilities use a combination of conveyor systems to optimize material handling workflows.
Chain Conveyor Systems
Chain conveyors are widely used for transporting heavy loads and palletized products.
Benefits include:
- High load capacity
- Durable construction
- Continuous transportation
- Reduced manual handling
When integrated with a screw conveyor system, chain conveyors help create efficient material movement networks throughout production facilities.
Roller Conveyor Systems
Roller conveyors are commonly used in warehouses, packaging plants, and manufacturing facilities.
Advantages include:
- Smooth product transportation
- Low maintenance requirements
- Flexible configurations
- Improved workflow efficiency
Roller conveyors help reduce handling delays and support streamlined operations.
Belt Conveyor Systems
Belt conveyors remain one of the most widely used material handling solutions across industries.
These systems offer:
- Continuous material flow
- Versatile applications
- Energy-efficient operation
- Enhanced productivity
Combining belt conveyors with a screw conveyor system enables businesses to handle diverse materials efficiently across different stages of production.
Enhancing Workplace Productivity
Downtime not only affects equipment utilization but also impacts workforce productivity.
When production lines stop unexpectedly, employees may be left waiting for materials or equipment repairs, resulting in lost labor hours.
A reliable screw conveyor manufacturer in India helps businesses improve productivity by implementing systems that support:
- Continuous operations
- Consistent material supply
- Reduced manual handling
- Faster production cycles
- Better resource utilization
Improved workflow efficiency leads to higher overall operational performance.
Supporting Long-Term Cost Savings
Although investing in modern conveyor systems requires initial capital expenditure, the long-term benefits often outweigh the costs.
Businesses that implement high-quality screw conveyor system solutions typically experience:
Lower Maintenance Costs
Reliable equipment requires fewer repairs and replacement parts.
Reduced Labor Expenses
Automation decreases dependency on manual material handling.
Improved Production Output
Continuous operations allow facilities to meet production targets more effectively.
Better Resource Utilization
Efficient systems help maximize equipment and workforce performance.
Enhanced Profitability
Reduced downtime and improved productivity contribute directly to stronger financial results.
Future Trends in Conveyor Technology
The conveyor industry continues to evolve through innovation and digital transformation.
Leading screw conveyor manufacturer in India companies are increasingly incorporating advanced technologies into their systems, including:
- Smart monitoring systems
- IoT-enabled equipment tracking
- Predictive maintenance tools
- Energy-efficient drive systems
- Automated performance analytics
These innovations help businesses proactively identify issues and optimize conveyor performance before disruptions occur.
As Industry 4.0 adoption increases, smart conveyor technologies will play an even greater role in minimizing downtime and improving operational efficiency.
Conclusion
A reliable screw conveyor manufacturer in India helps businesses minimize operational downtime by providing efficient, durable, and customized material handling solutions. From improving material flow and supporting automation to reducing equipment failures and maintenance requirements, modern conveyor systems contribute significantly to production continuity.
A high-performance screw conveyor system enables industries to streamline workflows, enhance productivity, and reduce operational costs. When integrated with chain conveyors, roller conveyors, and belt conveyors, these systems create comprehensive material handling networks that support long-term business success.
As industrial operations continue to evolve, investing in advanced conveyor technologies remains one of the most effective strategies for achieving reliable, uninterrupted production.
Frequently Asked Questions
What is a screw conveyor system?
A screw conveyor system is a mechanical material handling solution that uses a rotating screw mechanism to transport bulk materials efficiently within industrial facilities.
How does a screw conveyor manufacturer in India help reduce downtime?
A professional screw conveyor manufacturer in India provides reliable, customized conveyor solutions that improve material flow, reduce equipment failures, and support continuous operations.
Which industries commonly use screw conveyor systems?
Industries such as food processing, agriculture, pharmaceuticals, cement, chemicals, mining, and manufacturing frequently use screw conveyor systems.
What are the benefits of using a screw conveyor system?
Benefits include efficient material transportation, reduced manual handling, improved productivity, lower maintenance requirements, and minimized material loss.
How do chain conveyors complement screw conveyors?
Chain conveyors handle heavy loads and palletized products, helping create integrated material handling systems alongside screw conveyors.
Why are roller conveyors important in industrial operations?
Roller conveyors improve product movement efficiency, reduce handling delays, and support smooth workflow management.
Can belt conveyors be integrated with screw conveyor systems?
Yes. Belt conveyors and screw conveyors are often combined to create comprehensive material handling solutions for diverse industrial applications.
How can preventive maintenance help reduce operational downtime?
Preventive maintenance identifies potential issues early, reducing unexpected breakdowns, extending equipment lifespan, and improving overall system reliability.